
 24小时服务热线
24小时服务热线





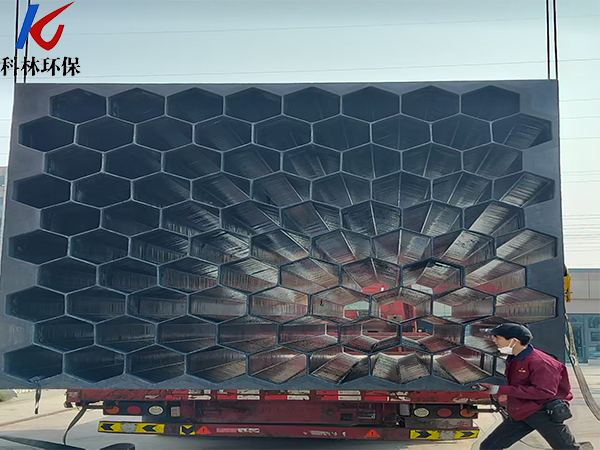
玻璃钢阳极管的组装工艺流程
玻璃钢阳极管的组装工艺流程需依据设计规范与现场条件有序推进,重点确保结构完整性与导电均匀性。组装前需核对玻璃钢阳极管规格、数量及外观质量,检查管壁表面是否存在裂纹或分层缺陷,同时清理法兰连接面残留杂质。基础支撑框架验收合格后,采用专用吊具将玻璃钢阳极管模块水平运输至安装区域,按蜂窝状排列图纸定位基准线,使用激光测距仪调整管束间距,确保相邻阳极管中心距误差小于1.5mm。玻璃钢阳极管与支撑梁固定时,需采用非金属垫片隔离金属构件,避免电解腐蚀;法兰对接面应均匀涂抹耐酸碱密封胶,螺栓紧固顺序遵循对角原则,分三次递增扭矩至设定值,防止应力集中导致变形。导流装置安装阶段需校准气流分布板角度,确保烟气流速与玻璃钢阳极管内壁接触时间匹配设计要求。导电系统连接前需测量单根玻璃钢阳极管的体积电阻率,采用铜箔或碳纤维导电网分层铺设,通过恒压测试验证各节点接触电阻的一致性。组装完成后需对玻璃钢阳极管进行整体气密性试验,封闭管束两端并注入压缩空气,保压30分钟检查压力降是否符合标准,同步采用内窥镜观测管内壁树脂固化质量与导流槽完整性。喷淋系统安装时,喷嘴轴线应与玻璃钢阳极管中心线重合,通过流量计调节单位面积冲洗强度,避免局部干区积灰。电性能调试阶段需逐区加载电压,监测玻璃钢阳极管电场电流分布曲线,调整阴极线相对位置至放电均匀。全部工序结束后,需进行48小时喷淋联动试运行,观察排水浊度与管束振动情况,再通过第三方检测机构对管束垂直度、平面度及绝缘性能进行认证。整个组装过程需严格控制环境湿度与温度,避免树脂基材受潮影响结构强度,并对切割断面进行二次封端处理,确保玻璃钢阳极管在湿态工况下的长期稳定性。
玻璃钢阳极管的组装工艺流程2026-03-11 本文被阅读 49 次
